MMAD aerozolu — co to jest?
MMAD to skrót od „Mass Median Aerodynamic Diameter” — środkowej (mediany) aerodynamicznej średnicy cząstek aerozolu. Innymi słowy: to taka wartość (średnia), poniżej której znajduje się połowa masy wszystkich cząstek aerozolu.
Dlaczego MMAD jest ważna?
-
MMAD pomaga ocenić, które cząstki osiągną konkretne miejsca w układzie oddechowym.
Leki, które mają działać w pęcherzykach płucnych, wymagają mniejszych cząstek niż te przeznaczone dla górnych dróg oddechowych czy podgłośniowej okolicy krtani. (Aerozoloterapia) -
Jeżeli cząstki są za duże → osadzają się wcześniej (np. w drogach oddechowych górnych), jeśli za małe → mogą być wydychane lub osadzić się w płucach, ale nie tam, gdzie powinny. (Aerozoloterapia)
Jak się mierzy MMAD?
-
Używa się impaktorów kaskadowych — urządzeń, przez które przepływa aerozol. Impaktor podzielony jest na stopnie, każdy stopień ma sita (filtry) zatrzymujące cząstki powyżej pewnej wielkości. (Aerozoloterapia)
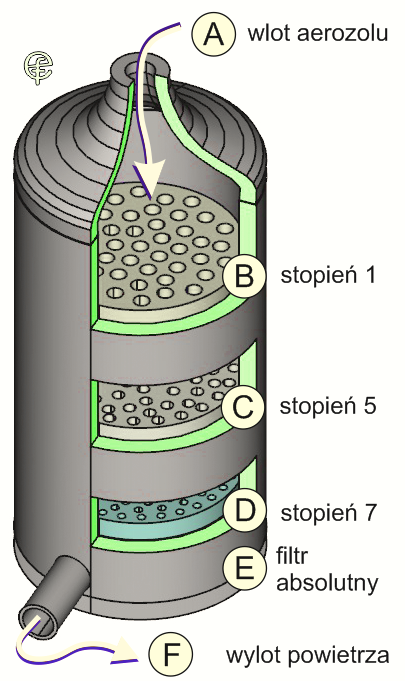 Ryc.1. Schemat ideowy impaktora kaskadowego.
Ryc.1. Schemat ideowy impaktora kaskadowego.Aerozol wpada do urządzenia przy ściśle określonym przepływie wlotem A. Konstrukcje impaktorów są różne w niezależności od ich przeznaczenia (pomiar aerozolu proszkowego, z pMDI, z nebulizatora) ale w zasadzie konstrukcja niemal wszystkich zakład przepływ aerozolu przez zestaw sit (B, C, D) o różnej zdolności filtracji. Filtr B zatrzymuje cząstki o największej średnicy. Do stopnia 7 (filtr D na ryc.1) dotrą wyłącznie cząstki najdrobniejsze. Ostatecznie aerozol traci wszystkie drobiny na filtrze absolutnym E co oznacza, że do pompy próżniowej za wylotem F trafia czyste powietrze.
Po rozmontowaniu impaktora masa substancji zebranej na poszczególnych stopniach filtracji jest precyzyjnie określana. Procedurą, która najbardziej oddala nas od materialnego i empirycznego pomiaru średnicy konkretnej, fizycznie istniejącej cząstki są przekształcenia matematyczne wykonywane na zbiorze uzyskanych wyników skumulowanych mas cząstek. Matematycznym konstruktem jest średnica aerodynamiczna cząstki zależna od użytego przepływu.
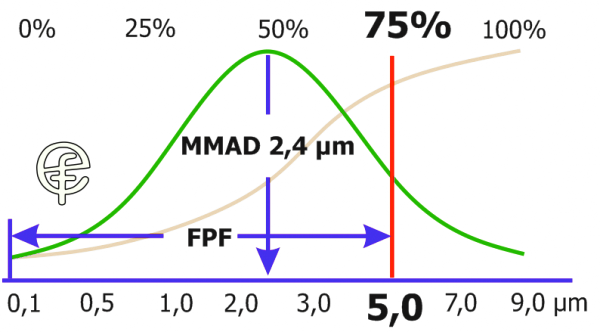
Ryc.2. Rozkład wyników uzyskanych z impaktora, zakres FPF i mediana rozkładu wyników.
-
-
Cząstki są zbierane na poszczególnych etapach, waży się masy cząstek zatrzymanych na każdym stopniu. Następnie stosuje się metody statystyczne, by określić medianę — czyli MMAD. (Aerozoloterapia)
O czym warto pamiętać / jakie są ograniczenia?
-
MMAD to konstrukcja matematyczna/statystyczna, nie odpowiada rzeczywistej wielkości poszczególnych cząstek, bo mierzona jest cała masa oraz dystrybucja cząstek. (Aerozoloterapia)
-
Wynik zależy od warunków pomiaru — np. od przepływu powietrza przez impaktor. Przy innej prędkości przepływu granice odcięcia dla poszczególnych stopni się zmieniają, co wpływa na wartość MMAD. (Aerozoloterapia) Otóż, by kreślić średnicę odcięcia każdego z poszczególnych sit impaktora należy użyć wzoru 3):
D50,Q = D50,Qn * (Qn / Q)X
gdzie D50,Q = jest średnicą odcięcia, przy szybkości przepływu Q, stosowanego w badaniu. Indeks dolny n oznacza nominalną lub referencyjną wartość tabelaryczną dla Qn przy standaryzowanym przepływie powietrza = 60 L/min
Wartości wykładnika są również wymienione w stosownej tabeli.Tak więc na przykład, gdy przepływ zmienia się z Q = 60 L/min na przepływ Q = 40 L/min powietrza na minutę, średnica odcięcia dla stopnia 2 musi być przeliczona. Korzystamy z tabeli:
stopień impaktora D50,Qn
wykładnik X 1 8.06 µm 0.54 2 4.46 µm 0.52 3 2.82 µm 0.50 4 1.66 µm 0.47 5 0.94 µm 0.53 6 0.55 µm 0.60 7 0.34 µm 0.67 Tab.1. Nominalne średnice odcięcia i wykładniki X dla 7 stopni przykładowego impaktora.
Wartość nominalną = 4.46 µm oraz wykładnik X = 0,52 podstawiamy do wzoru:
D50,40L/min = 4.46 µm * (60/40)0,52 = 5.51 µm
Wniosek jest zaskakujący : przy przepływie 60 L/min matematyczna średnica odcięcia dla cząstek będzie inna niż przy przepływie 40L/min !
-
Oznacza to: gdy porównujemy dane producentów lub badań, trzeba sprawdzić, przy jakim przepływie robiono pomiary. Inhalacja w warunkach innych niż laboratoryjne może skutkować zmianą depozycji cząstek. (Aerozoloterapia)
